 Téléphone : 0086-15531448603
Téléphone : 0086-15531448603 E-mail:elena@hznuzhuo.com
E-mail:elena@hznuzhuo.com




L'unité de séparation d'air KDON-32000/19000 est le principal ouvrage de génie civil du projet de production d'éthylène glycol de 200 000 tonnes par an. Elle fournit principalement de l'hydrogène brut à l'unité de gazéification sous pression, à l'unité de synthèse d'éthylène glycol, à l'unité de récupération du soufre et au traitement des eaux usées. Elle fournit également de l'azote haute et basse pression aux différentes unités du projet pour la purge et l'étanchéité au démarrage, ainsi que l'air comprimé et l'air instrumenté.

A. PROCESSUS TECHNIQUE
L'équipement de séparation d'air KDON32000/19000, conçu et fabriqué par Newdraft, utilise un procédé de purification par adsorption moléculaire basse pression, suivi d'un refroidissement par turbine d'expansion, d'une compression interne de l'oxygène produit, d'une compression externe de l'azote basse pression et d'une recirculation de l'air. La colonne inférieure est équipée d'une colonne à plaques perforées haute performance, tandis que la colonne supérieure utilise un garnissage structuré et un procédé de distillation complète pour la production d'argon sans hydrogène.
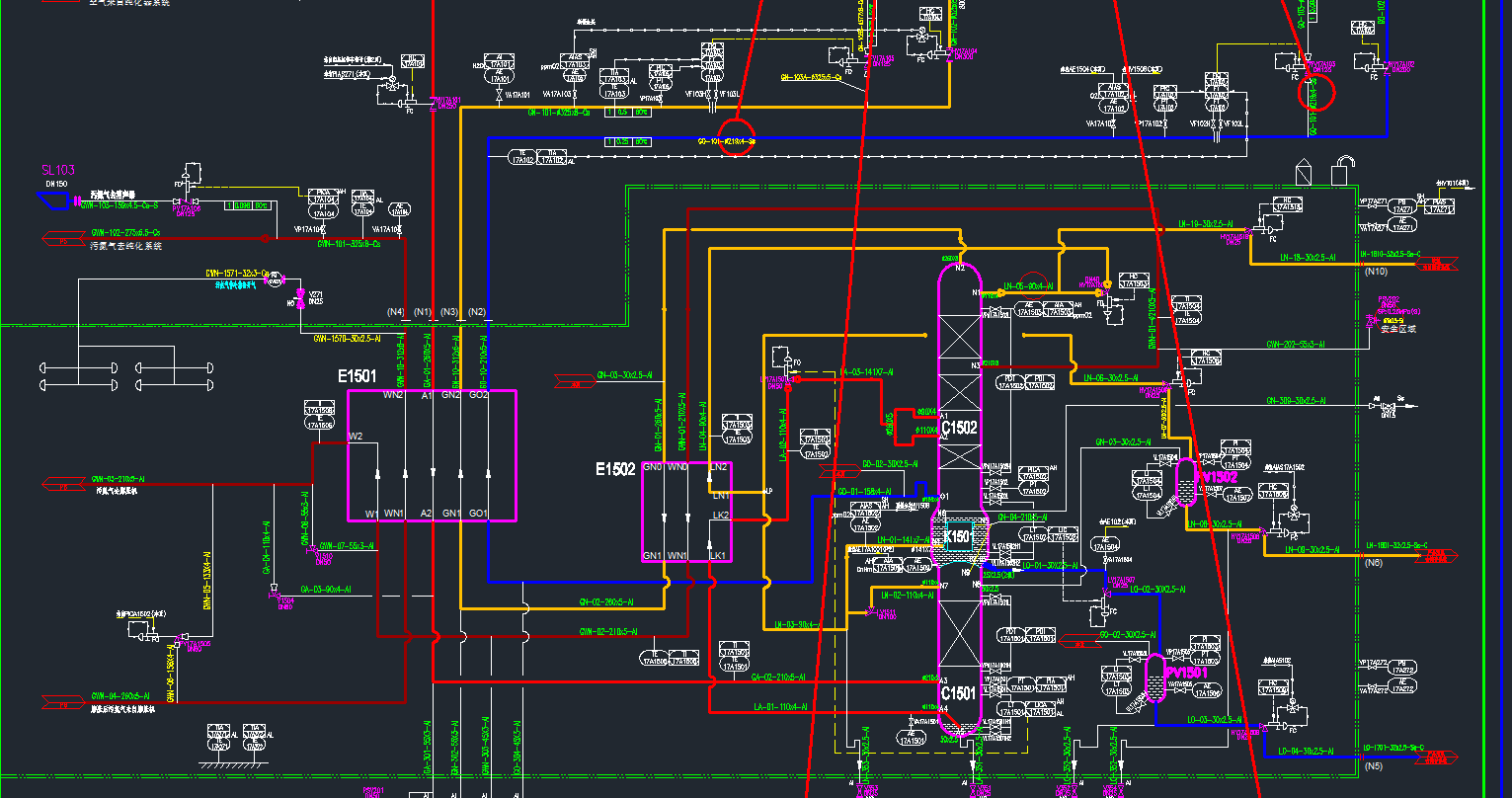
L'air brut est aspiré par l'entrée, puis débarrassé des poussières et autres impuretés mécaniques par un filtre autonettoyant. Après filtration, l'air pénètre dans un compresseur centrifuge, puis, une fois comprimé, dans une tour de refroidissement. Ce processus de refroidissement permet également d'éliminer les impuretés solubles dans l'eau. À la sortie de la tour, l'air est dirigé vers un purificateur à tamis moléculaire pour être purifié. Le dioxyde de carbone, l'acétylène et l'humidité présents dans l'air y sont adsorbés. Ce purificateur fonctionne selon deux modes de fonctionnement : l'un en marche, l'autre en régénération. Son cycle de fonctionnement est d'environ 8 heures, et chaque purificateur est mis en marche toutes les 4 heures. Cette commutation automatique est gérée par un programme programmable.
L'air issu de l'adsorbeur à tamis moléculaire est divisé en trois flux : un flux est directement extrait de l'adsorbeur et utilisé comme air instrument pour l'équipement de séparation d'air ; un flux entre dans l'échangeur de chaleur à plaques et ailettes basse pression, est refroidi par le reflux d'ammoniac pollué, puis pénètre dans la colonne inférieure ; un flux est dirigé vers le surpresseur et divisé en deux flux après la première compression. L'un de ces flux est directement extrait et utilisé comme air instrument et air de l'appareil après réduction de pression, tandis que l'autre flux continue d'être pressurisé dans le surpresseur et est à nouveau divisé en deux flux après la seconde compression. L'un de ces flux est extrait et refroidi à température ambiante, puis dirigé vers la sortie du détendeur à turbine pour une pressurisation supplémentaire. Il est ensuite extrait à travers l'échangeur de chaleur haute pression et introduit dans le détendeur pour détente. L'air humide détendu entre dans le séparateur gaz-liquide, et l'air séparé est renvoyé dans la colonne inférieure. L'air liquide extrait du séparateur gaz-liquide entre dans la colonne inférieure comme reflux d'air liquide, tandis que l'autre flux est comprimé dans le surpresseur jusqu'à l'étage de compression final, puis refroidi à température ambiante par le refroidisseur et introduit dans l'échangeur de chaleur à plaques et ailettes haute pression pour un échange thermique avec l'oxygène liquide et l'azote pollué par reflux. Cette partie de l'air haute pression est liquéfiée. Après extraction de l'air liquide au fond de l'échangeur de chaleur, il entre dans la colonne inférieure après détente. Après une première distillation dans la colonne inférieure, on obtient de l'air liquide pauvre, de l'air liquide riche en oxygène, de l'azote liquide pur et de l'ammoniac de haute pureté. L'air liquide pauvre, l'air liquide riche en oxygène et l'azote liquide pur sont surrefroidis dans le refroidisseur et détendus dans la colonne supérieure pour une distillation supplémentaire. L'oxygène liquide obtenu au fond de la colonne supérieure est comprimé par la pompe à oxygène liquide, puis réchauffé dans l'échangeur de chaleur à plaques et ailettes haute pression avant d'être injecté dans le réseau de distribution d'oxygène. L'azote liquide obtenu en haut de la tour inférieure est extrait et stocké dans un réservoir d'ammoniac liquide. L'ammoniac de haute pureté obtenu en haut de la tour inférieure est réchauffé par un échangeur de chaleur basse pression et injecté dans le réseau de canalisations d'ammoniac. L'azote basse pression obtenu en haut de la tour supérieure est réchauffé par un échangeur de chaleur à plaques et ailettes basse pression, puis sort de la chambre froide. Il est ensuite comprimé à 0,45 MPa par un compresseur d'azote et injecté dans le réseau de canalisations d'ammoniac. Une certaine quantité d'argon est extraite au milieu de la tour supérieure et envoyée à la tour de xénon brut. Le xénon est distillé dans cette tour pour obtenir de l'argon liquide brut, qui est ensuite envoyé au milieu de la tour d'argon raffiné. Après distillation dans la tour d'argon raffiné, du xénon liquide raffiné est obtenu en bas de la tour. L'ammoniac gazeux souillé est aspiré de la partie supérieure de la tour supérieure, puis réchauffé par le refroidisseur, l'échangeur de chaleur à plaques et ailettes basse pression et l'échangeur de chaleur à plaques et ailettes haute pression, avant de sortir de la chambre froide. Il est alors divisé en deux fractions : l'une alimente le réchauffeur de vapeur du système de purification par tamis moléculaire comme gaz de régénération, tandis que l'autre, l'azote gazeux souillé, est dirigée vers la tour de refroidissement. Lors du démarrage du système de secours à oxygène liquide, l'oxygène liquide contenu dans le réservoir est acheminé vers le vaporisateur via la vanne de régulation, puis injecté dans le réseau de canalisations d'oxygène sous forme d'oxygène basse pression. Lors du démarrage du système de secours à azote liquide, l'ammoniac liquide contenu dans le réservoir est acheminé vers le vaporisateur via la vanne de régulation, puis comprimé par le compresseur d'ammoniac pour obtenir de l'azote haute pression et de l'ammoniac basse pression, qui sont ensuite injectés dans le réseau de canalisations d'azote.
B. SYSTÈME DE CONTRÔLE

Compte tenu de l'échelle et des caractéristiques de fonctionnement de l'équipement de séparation d'air, un système de contrôle distribué (DCS) est mis en œuvre. Ce système, associé à des systèmes DCS de pointe, des analyseurs en ligne de vannes de régulation et d'autres composants de mesure et de contrôle, assure le contrôle du fonctionnement de l'unité de séparation d'air. En cas d'arrêt accidentel de l'unité, il met en sécurité toutes les vannes de régulation et verrouille les pompes correspondantes, garantissant ainsi la sécurité de l'ensemble. Les grands groupes turbocompresseurs utilisent des systèmes de contrôle ITCC (systèmes de contrôle intégrés pour groupes turbocompresseurs) pour la gestion des survitesses, l'arrêt d'urgence et la protection contre le pompage. Ces systèmes transmettent des signaux au système DCS par câblage et par communication.
C. Principaux points de contrôle de l'unité de séparation d'air
Analyse de pureté de l'oxygène et de l'azote gazeux produits à la sortie de l'échangeur de chaleur basse pression, analyse de pureté de l'air liquide de la tour inférieure, analyse de l'azote liquide pur de la tour inférieure, analyse de pureté du gaz à la sortie de la tour supérieure, analyse de pureté du gaz entrant dans le sous-refroidisseur, analyse de pureté de l'oxygène liquide dans la tour supérieure, température après la vanne de débit constant d'air liquide de reflux du condenseur de pétrole brut, indication de pression et de niveau de liquide du séparateur gaz-liquide de la tour de distillation, indication de température de l'azote gazeux impur à la sortie de l'échangeur de chaleur haute pression, analyse de pureté de l'air entrant dans l'échangeur de chaleur basse pression, température de l'air à la sortie de l'échangeur de chaleur haute pression, température et différence de température de l'ammoniac gazeux impur à la sortie de l'échangeur de chaleur, analyse du gaz au niveau du port d'extraction de la fraction de xénon de la tour supérieure : toutes ces analyses servent à collecter des données pendant le démarrage et le fonctionnement normal, ce qui est utile pour ajuster les conditions de fonctionnement de l'unité de séparation d'air et garantir le bon fonctionnement de l'équipement de séparation d'air. Analyse des teneurs en protoxyde d'azote et en acétylène dans le circuit de refroidissement principal, et analyse de l'humidité dans l'air de suralimentation : afin d'empêcher l'entrée d'air humide dans le système de distillation, ce qui entraînerait sa solidification et l'obstruction des canaux de l'échangeur de chaleur, affectant ainsi sa surface et son efficacité, il est important de noter que l'acétylène peut exploser lorsque son accumulation dans le circuit de refroidissement principal dépasse un certain seuil. L'analyse comprend également le débit et la pression des gaz d'étanchéité de l'arbre de la pompe à oxygène liquide, la température du réchauffeur de palier de la pompe à oxygène liquide, la température des gaz d'étanchéité du joint labyrinthe, la température de l'air liquide après détente, la pression et le débit des gaz d'étanchéité du détendeur, l'indication de pression différentielle, la pression d'huile de lubrification, le niveau d'huile dans le réservoir et la température arrière du refroidisseur d'huile, le débit d'huile à l'entrée du détendeur de la turbine, la température des paliers et l'indication des vibrations. Ces mesures visent à garantir le fonctionnement sûr et normal du détendeur de la turbine et de la pompe à oxygène liquide, et par conséquent le bon fonctionnement du fractionnement de l'air.
Pression principale du système de chauffage par tamis moléculaire, analyse du débit, températures d'entrée et de sortie de l'air (azote impur) du tamis moléculaire, indication de pression, température et débit du gaz de régénération du tamis moléculaire, indication de résistance du système de purification, indication de différence de pression à la sortie du tamis moléculaire, température d'entrée de vapeur, alarme d'indication de pression, alarme d'analyse H₂O à la sortie du réchauffeur de gaz de régénération, alarme de température à la sortie du condensat, analyse CO₂ à la sortie de l'air du tamis moléculaire, indication du débit d'air à l'entrée de la tour inférieure et du surpresseur : ces indicateurs permettent de garantir le fonctionnement normal du système d'adsorption par tamis moléculaire et de maintenir les teneurs en CO₂ et H₂O de l'air entrant dans la chambre froide à un faible niveau. Indication de la pression d'air instrumenté : ces indicateurs permettent de garantir que la pression d'air instrumenté pour la séparation de l'air et celle de l'air instrumenté alimentant le réseau de canalisations atteignent 0,6 MPa (G) afin d'assurer le fonctionnement normal de la production.
D. Caractéristiques de l'unité de séparation d'air
1. Caractéristiques du processus
En raison de la pression d'oxygène élevée requise pour le procédé à l'éthylène glycol, l'équipement de séparation d'air KDON32000/19000 utilise un cycle de surpression d'air, une compression interne d'oxygène liquide et une compression externe d'ammoniac. Concrètement, le surpresseur d'air, la pompe à oxygène liquide et le détendeur à turbine de surpression sont combinés à un système d'échangeurs de chaleur optimisé, remplaçant ainsi le compresseur d'oxygène utilisé pour la compression externe. Les risques liés à l'utilisation de compresseurs d'oxygène dans le processus de compression externe sont ainsi réduits. Parallèlement, la grande quantité d'oxygène liquide extraite par le système de refroidissement principal minimise le risque d'accumulation d'hydrocarbures dans ce dernier, garantissant ainsi le fonctionnement sûr de l'équipement de séparation d'air. Le procédé de compression interne présente des coûts d'investissement inférieurs et une configuration plus rationnelle.
2. Caractéristiques des équipements de séparation d'air
Le filtre à air autonettoyant est équipé d'un système de contrôle automatique qui programme automatiquement le rinçage à contre-courant et ajuste le programme en fonction de la résistance. Le système de prérefroidissement utilise une tour à garnissage aléatoire haute performance et à faible résistance, et le distributeur de liquide est un modèle innovant et performant qui assure un contact optimal entre l'eau et l'air, ainsi qu'une excellente efficacité d'échange thermique. Un désembueur à treillis métallique placé en partie supérieure empêche l'air sortant de la tour de refroidissement de contenir de l'eau. Le système d'adsorption sur tamis moléculaire utilise un cycle long et un lit double couche pour la purification. Le système de commutation utilise une technologie de contrôle sans à-coups, et un réchauffeur de vapeur spécifique empêche les fuites de vapeur chaude vers le circuit d'azote souillé pendant la régénération.
L'ensemble du processus du système de distillation est modélisé par simulation à l'aide des logiciels de pointe ASPEN et HYSYS. La colonne inférieure est équipée d'une colonne à plateaux perforés à haut rendement, tandis que la colonne supérieure est équipée d'une colonne à garnissage classique, afin d'optimiser le rendement et de réduire la consommation d'énergie.
E. Discussion sur le processus de chargement et de déchargement des véhicules climatisés
1. Conditions à remplir avant de commencer la séparation de l'air :
Avant de commencer, établissez et rédigez un plan de démarrage, comprenant le processus de démarrage et la gestion des incidents d'urgence, etc. Toutes les opérations pendant le processus de démarrage doivent être effectuées sur site.
Le nettoyage, le rinçage et les essais du système de lubrification sont terminés. Avant le démarrage de la pompe à huile, du gaz d'étanchéité doit être ajouté pour prévenir les fuites. La filtration en circuit fermé du réservoir d'huile est effectuée en premier lieu. Une fois un niveau de propreté suffisant atteint, la conduite d'huile est raccordée pour rinçage et filtration. Du papier filtre est inséré avant l'entrée du compresseur et de la turbine et remplacé régulièrement afin de garantir la propreté de l'huile alimentant l'équipement. Le rinçage et la mise en service des systèmes de circulation d'eau, de nettoyage et de drainage de l'unité de séparation d'air sont terminés. Avant l'installation, la conduite d'oxygène de l'unité de séparation d'air est dégraissée, décapée et passivée, puis remplie de gaz d'étanchéité. Les canalisations, les machines, les équipements électriques et les instruments (à l'exception des instruments d'analyse et de mesure) de l'unité de séparation d'air sont installés et étalonnés conformément aux normes.
Toutes les pompes à eau mécaniques en fonctionnement, les pompes à oxygène liquide, les compresseurs d'air, les surpresseurs, les turbines détendeuses, etc., ont les conditions de démarrage requises, et certaines doivent d'abord être testées sur une seule machine.
Le système de commutation par tamis moléculaire présente les conditions de démarrage requises et le programme de commutation moléculaire a été validé comme fonctionnant normalement. Le chauffage et la purge de la conduite de vapeur haute pression sont terminés. Le système d'air comprimé de secours est opérationnel et maintient la pression d'air comprimé au-dessus de 0,6 MPa(G).
2. Purge des canalisations de l'unité de séparation d'air
Mettez en marche le système de lubrification à huile et le système d'étanchéité par gaz de la turbine à vapeur, du compresseur d'air et de la pompe à eau de refroidissement. Avant de démarrer le compresseur d'air, ouvrez sa soupape de purge et obturez l'entrée d'air de la tour de refroidissement à l'aide d'une plaque pleine. Après la purge du tuyau de sortie du compresseur d'air, une fois la pression d'échappement nominale atteinte et la purge de la canalisation validée, raccordez le tuyau d'entrée de la tour de refroidissement d'air, démarrez le système de prérefroidissement d'air (avant la purge, le garnissage de la tour de refroidissement ne doit pas être rempli ; la bride d'entrée de l'adsorbeur à tamis moléculaire doit être déconnectée), attendez la validation, puis démarrez le système de purification par tamis moléculaire (avant la purge, l'adsorbant de l'adsorbeur à tamis moléculaire ne doit pas être rempli ; la bride d'entrée du caisson froid doit être déconnectée), arrêtez le compresseur d'air jusqu'à la validation, remplissez le garnissage de la tour de refroidissement et l'adsorbant de l'adsorbeur à tamis moléculaire, puis redémarrez le filtre, la turbine à vapeur, le compresseur d'air, le système de prérefroidissement d'air et le système d'adsorption à tamis moléculaire. Après le remplissage, laissez fonctionner normalement pendant au moins deux semaines (régénération, refroidissement, montée en pression, adsorption et descente en pression). Après une période de chauffage, purgez les conduites d'air du système après l'adsorbeur à tamis moléculaire et les conduites internes de la tour de fractionnement. Ceci inclut les échangeurs de chaleur haute et basse pression, les surpresseurs d'air, les turbines de détente et les équipements de la tour de séparation d'air. Il convient de contrôler le débit d'air entrant dans le système de purification par tamis moléculaire afin d'éviter une résistance excessive du tamis qui endommagerait la couche de filtration. Avant le purgeage de la tour de fractionnement, toutes les conduites d'air alimentant la chambre froide de la tour doivent être équipées de filtres temporaires pour empêcher la poussière, les scories de soudure et autres impuretés de pénétrer dans l'échangeur de chaleur et d'affecter son efficacité. Le système de lubrification et d'étanchéité doit être mis en marche avant le purgeur de la turbine de détente et la pompe à oxygène liquide. Tous les points d'étanchéité des équipements de séparation d'air, y compris la buse de la turbine de détente, doivent être obturés.
3. Refroidissement à nu et mise en service finale de l'unité de séparation d'air
Toutes les canalisations situées à l'extérieur de l'enceinte froide sont purgées, et toutes les canalisations et tous les équipements situés à l'intérieur de l'enceinte froide sont chauffés et purgés afin de satisfaire aux conditions de refroidissement et de préparer l'essai de refroidissement à nu.
Lorsque le refroidissement de la colonne de distillation commence, l'air refoulé par le compresseur ne peut y pénétrer entièrement. L'excédent d'air comprimé est évacué dans l'atmosphère par la soupape de purge, maintenant ainsi la pression de refoulement du compresseur constante. À mesure que la température de chaque partie de la colonne diminue, la quantité d'air aspirée augmente progressivement. Une partie des gaz de reflux est alors envoyée vers la colonne de refroidissement. Le refroidissement doit être effectué lentement et uniformément, à une vitesse moyenne de 1 à 2 °C/h, afin de garantir une température homogène. Durant ce processus, la capacité de refroidissement du détendeur de gaz doit être maintenue à son maximum. Le refroidissement s'achève lorsque la température de l'air à la sortie froide de l'échangeur de chaleur principal approche la température de liquéfaction.
La phase de refroidissement de l'enceinte froide est maintenue pendant un certain temps, et diverses fuites ainsi que d'autres pièces non finies sont vérifiées et réparées. Ensuite, la machine est arrêtée progressivement, le sable perlé est chargé dans l'enceinte froide, puis l'équipement de séparation d'air est mis en marche progressivement après le chargement, avant de revenir à la phase de refroidissement. Il est à noter que lors du démarrage de l'équipement de séparation d'air, le gaz de régénération du tamis moléculaire utilise l'air purifié par ce dernier. Lorsque l'équipement de séparation d'air est en marche et que la quantité de gaz de régénération est suffisante, le circuit d'ammoniac impur est utilisé. Pendant le refroidissement, la température dans l'enceinte froide diminue progressivement. Le système de remplissage d'ammoniac de l'enceinte froide doit être ouvert en temps opportun pour éviter une dépression. L'équipement à l'intérieur de l'enceinte froide continue alors de refroidir, l'air commence à se liquéfier, du liquide apparaît dans la colonne inférieure et le processus de distillation des colonnes supérieure et inférieure commence. Enfin, les vannes sont ajustées une à une pour assurer le bon fonctionnement de la séparation d'air.
Si vous souhaitez obtenir plus d'informations, n'hésitez pas à nous contacter :
Contact : Lyan.Ji
Tél. : 008618069835230
Mail: Lyan.ji@hznuzhuo.com
WhatsApp : 008618069835230
WeChat : 008618069835230
Date de publication : 24 avril 2025


